In the landscape of composite material engineering, the selection of a core material is often a trade-off between cost, weight, and performance. For decades, Polyurethane (PU) foams have been the “workhorse” of the industry due to their low cost and ease of availability. However, as industries like aerospace, high-end automotive, and medical technology push for greater efficiency, the limitations of traditional PU are becoming more apparent. This has led to the rise of Polymethacrylimide (PMI) foams, specifically ROHACELL®, which offers a superior strength to weight ratio that PU simply cannot match.
This article provides a detailed comparative analysis between traditional PU foams and ROHACELL® PMI foams, illustrating why the latter has become the industry standard for high-performance applications. By examining mechanical properties, thermal stability, and processing efficiency, we can understand why manufacturers are increasingly turning to CHEM-CRAFT, the leading supplier of advanced Evonik foams, to upgrade their composite structures.
Mechanical Performance and Density Efficiency
The primary function of a core material in a sandwich structure is to provide stiffness by separating the two outer skins. While both PU and PMI can achieve this, the efficiency with which they do so varies wildly. PU foams are often characterized by a more irregular cell structure, which can lead to localized weaknesses. In contrast, ROHACELL® is a rigid, closed-cell foam with a highly uniform molecular structure.
When comparing a 50 kg/m ³ PU foam to a 50 kg/m ³ ROHACELL® core, the PMI foam will consistently exhibit higher shear strength and compressive modulus. This means that for the same weight, ROHACELL® provides a much stiffer and more durable part. Alternatively, an engineer can use a lower-density ROHACELL® grade to achieve the same strength as a denser PU foam, leading to significant overall weight savings in the final product.
Key Mechanical Differences:
- Strength Consistency: ROHACELL® maintains high mechanical properties across the entire sheet, whereas PU can have “soft spots” due to gas pockets or uneven blowing agents during production.
- Fatigue Resistance: PMI foams handle dynamic loads much better than PU, which tends to crumble or lose its elastic memory over millions of stress cycles.
- Impact Tolerance: ROHACELL® structures absorb energy more efficiently, reducing the risk of delamination during bird strikes or tool drops in aerospace environments.
Thermal Stability and Processing Constraints
One of the most critical failings of traditional polyurethane is its low thermal resistance. Most PU foams begin to soften or outgas at temperatures as low as 80°C to 100°C. This makes them incompatible with modern high-performance resin systems that require curing in an autoclave or heated mold.
ROHACELL®, on the other hand, is known for its high thermal performance and stability. It can withstand processing temperatures up to 180°C and pressures up to 0.7 MPa without collapsing. For even more extreme requirements, Rohacell XT can take curing temperatures as high as 190°C. This thermal resilience allows manufacturers to use advanced epoxy or BMI resins that offer superior environmental resistance and mechanical strength.
Comparison of Processing Capabilities:
- Vacuum Bagging: PU foams often “creep” or flatten under the pressure of a vacuum at elevated temperatures. ROHACELL® maintains a unique compressive creep behavior, ensuring the part remains within its geometric tolerances.
- Autoclave Processing: While PU would likely collapse in an autoclave, ROHACELL® is the standard for this high-pressure environment, providing the necessary support for prepreg skins.
- Outgassing: PU can release gases during the heating cycle, which creates voids in the resin and weakens the bond. ROHACELL® is thermally stable and does not interfere with the resin chemistry.
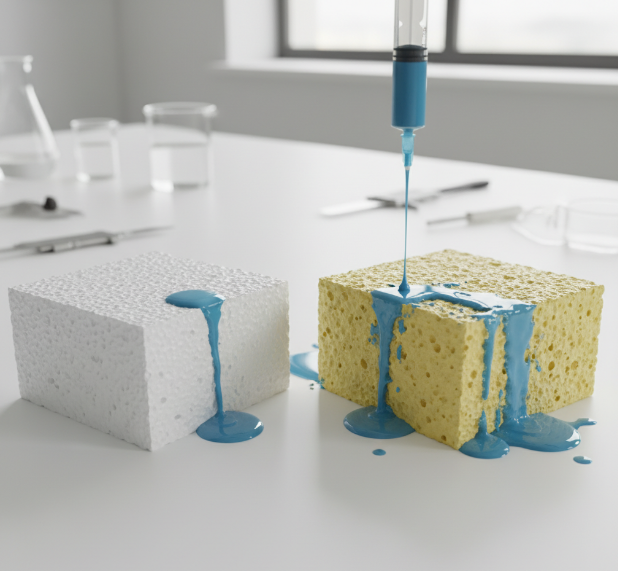
Cell Structure and Resin Management
In a sandwich composite, the resin should ideally stay in the “bond line” between the skin and the core. However, many PU foams have semi-open or large cells that act like a sponge, soaking up the expensive resin. This not only increases the cost of the raw materials but also adds “dead weight” to the part that contributes nothing to its strength.
ROHACELL® RIMA was developed specifically to solve this problem. It features the finest cells for minimal resin uptake, ensuring that the resin stays exactly where it is needed. This minimal resin uptake—often around 50 g/m²—is a fraction of what a typical PU foam would absorb. Over a large surface area, such as a yacht hull or a wind turbine blade, this can result in weight savings of hundreds of kilograms.
Electronic and Specialized Applications
In specialized fields like telecommunications and medical imaging, the chemical composition of the core is just as important as its weight. PU foams often contain impurities or flame retardants that can interfere with signal transmission.
ROHACELL® HF, however, is designed with extremely low dielectric constants and favorable transmission properties in the high-frequency range. This makes it perfect for antenna applications where signal clarity is paramount. Furthermore, in the medical field, the fine cell structure of ROHACELL® ensures high radiolucency, making it the preferred material for X-ray tables and imaging equipment. Traditional PU foams often lack the uniformity required for these high-precision medical devices.
The Economic Reality: Total Cost of Ownership
While the initial price per square meter of PU foam is lower than that of ROHACELL®, the total cost of ownership often tells a different story. When you factor in the following, the value of PMI becomes clear:
- Resin Savings: Less resin uptake means lower spending on expensive epoxy systems.
- Labor Efficiency: Grades like Rohacell IG-F are easier to machine and handle, reducing labor time and tool wear.
- Reduced Scrap: The thermal stability and predictability of ROHACELL® lead to fewer rejected parts during the curing process.
- Performance Premiums: Lighter, stronger products command higher prices in the aerospace and automotive markets.
As the official Evonik distributor and partner, CHEM-CRAFT provides not just the material, but the technical consulting required to make this transition. Our team of composite engineers can help you calculate the weight and cost savings potential for your specific project, ensuring that you choose the grade that offers the best return on investment.
Conclusion
The comparison between ROHACELL® and traditional polyurethane is a classic example of “you get what you pay for.” While PU remains suitable for low-stress, low-temperature applications, it cannot compete with PMI in the modern industrial landscape. ROHACELL® offers a level of thermal stability, mechanical strength, and resin efficiency that enables engineers to design the next generation of aircraft, vehicles, and medical devices.
By choosing ROHACELL® products distributed by CHEM-CRAFT, manufacturers gain access to the world’s most advanced polymer foam technology. Whether you are looking to reduce the weight of a drone, increase the efficiency of a wind turbine, or improve the signal of a satellite antenna, the move from PU to ROHACELL® is a fundamental step toward engineering excellence. In the long run, the superior performance and processing advantages of Evonik’s foams prove that they are the most cost-effective solution for high-end composite manufacturing.

{kind=link}